Best Practices for Coating Kevlar Fibers for Enhanced Utility
JUL 10, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Kevlar Coating Evolution
The evolution of Kevlar coating techniques has been a journey of continuous innovation and refinement since the fiber's introduction in the 1970s. Initially, Kevlar fibers were used in their uncoated form, primarily in applications where their inherent strength and lightweight properties were sufficient. However, as the potential for Kevlar expanded into more diverse and demanding fields, the need for enhanced properties through coating became apparent.
In the 1980s, early coating attempts focused on improving Kevlar's resistance to environmental factors such as moisture and UV radiation. Simple polymer coatings were applied to create a protective barrier around the fibers. These coatings, while offering some protection, often compromised the fiber's flexibility and added significant weight.
The 1990s saw a shift towards more sophisticated coating technologies. Researchers began exploring nano-scale coatings that could enhance Kevlar's properties without significantly altering its physical characteristics. This era marked the beginning of multi-functional coatings, designed not only to protect but also to impart additional properties such as improved adhesion to matrix materials in composites.
By the early 2000s, the focus shifted to developing coatings that could enhance Kevlar's performance in specific applications. For instance, coatings designed to improve ballistic resistance became a major area of research for military and law enforcement applications. Simultaneously, flame-retardant coatings were developed for firefighting and industrial safety gear.
The late 2000s and early 2010s saw the emergence of smart coatings for Kevlar fibers. These coatings incorporated sensors or reactive materials that could respond to environmental stimuli, such as changes in temperature or the presence of specific chemicals. This development opened up new possibilities for Kevlar in advanced protective gear and sensing applications.
Most recently, the trend has been towards environmentally friendly and sustainable coating solutions. Water-based coatings and those derived from renewable resources are gaining traction, aligning with global sustainability goals. Additionally, there's a growing interest in coatings that can facilitate the recycling of Kevlar products at the end of their lifecycle, addressing the challenge of disposing of these durable materials.
Throughout this evolution, the overarching goal has remained consistent: to enhance the utility of Kevlar fibers while preserving their core strengths. The progression from simple protective coatings to multi-functional, smart, and sustainable solutions reflects the broader trends in materials science and the expanding applications of Kevlar across various industries.
In the 1980s, early coating attempts focused on improving Kevlar's resistance to environmental factors such as moisture and UV radiation. Simple polymer coatings were applied to create a protective barrier around the fibers. These coatings, while offering some protection, often compromised the fiber's flexibility and added significant weight.
The 1990s saw a shift towards more sophisticated coating technologies. Researchers began exploring nano-scale coatings that could enhance Kevlar's properties without significantly altering its physical characteristics. This era marked the beginning of multi-functional coatings, designed not only to protect but also to impart additional properties such as improved adhesion to matrix materials in composites.
By the early 2000s, the focus shifted to developing coatings that could enhance Kevlar's performance in specific applications. For instance, coatings designed to improve ballistic resistance became a major area of research for military and law enforcement applications. Simultaneously, flame-retardant coatings were developed for firefighting and industrial safety gear.
The late 2000s and early 2010s saw the emergence of smart coatings for Kevlar fibers. These coatings incorporated sensors or reactive materials that could respond to environmental stimuli, such as changes in temperature or the presence of specific chemicals. This development opened up new possibilities for Kevlar in advanced protective gear and sensing applications.
Most recently, the trend has been towards environmentally friendly and sustainable coating solutions. Water-based coatings and those derived from renewable resources are gaining traction, aligning with global sustainability goals. Additionally, there's a growing interest in coatings that can facilitate the recycling of Kevlar products at the end of their lifecycle, addressing the challenge of disposing of these durable materials.
Throughout this evolution, the overarching goal has remained consistent: to enhance the utility of Kevlar fibers while preserving their core strengths. The progression from simple protective coatings to multi-functional, smart, and sustainable solutions reflects the broader trends in materials science and the expanding applications of Kevlar across various industries.
Market Demand Analysis
The market demand for enhanced Kevlar fiber coatings has been steadily increasing across various industries, driven by the growing need for high-performance materials in demanding applications. Kevlar fibers, known for their exceptional strength-to-weight ratio and heat resistance, have found widespread use in aerospace, automotive, defense, and personal protective equipment sectors. However, the inherent limitations of Kevlar, such as its hydrophilic nature and susceptibility to UV degradation, have created a significant market opportunity for advanced coating technologies.
In the aerospace industry, there is a strong demand for Kevlar fiber coatings that can improve the material's resistance to environmental factors while maintaining its lightweight properties. This is particularly crucial for aircraft components and structural elements where weight reduction directly translates to fuel efficiency and operational cost savings. The automotive sector similarly seeks coatings that can enhance Kevlar's durability and chemical resistance, especially in applications such as timing belts, hoses, and reinforcement materials for composite body panels.
The defense industry represents another major market for enhanced Kevlar fiber coatings. With the increasing focus on soldier protection and the development of next-generation body armor, there is a growing demand for coatings that can improve Kevlar's ballistic performance, reduce moisture absorption, and extend the lifespan of protective gear. This demand is further amplified by the need for multi-threat protection against not only projectiles but also chemical and biological agents.
In the field of personal protective equipment (PPE), the market for improved Kevlar coatings has seen substantial growth, particularly in the wake of global health crises and increased awareness of workplace safety. Industries such as healthcare, manufacturing, and construction are seeking Kevlar-based materials with enhanced antimicrobial properties, chemical resistance, and durability. This trend is expected to continue as safety regulations become more stringent and employers prioritize worker protection.
The sports and outdoor recreation sector has also emerged as a promising market for advanced Kevlar fiber coatings. Manufacturers of high-performance sporting goods, such as climbing ropes, kayaks, and protective gear for extreme sports, are increasingly incorporating coated Kevlar fibers to improve product durability, weather resistance, and overall performance.
Market analysis indicates that the global demand for coated Kevlar fibers is projected to grow significantly in the coming years. This growth is attributed to the expanding applications in emerging technologies, such as renewable energy (wind turbine blades), advanced robotics, and smart textiles. Additionally, the increasing focus on sustainability has created a demand for coatings that can extend the lifespan of Kevlar-based products, reducing waste and improving the material's overall environmental footprint.
In the aerospace industry, there is a strong demand for Kevlar fiber coatings that can improve the material's resistance to environmental factors while maintaining its lightweight properties. This is particularly crucial for aircraft components and structural elements where weight reduction directly translates to fuel efficiency and operational cost savings. The automotive sector similarly seeks coatings that can enhance Kevlar's durability and chemical resistance, especially in applications such as timing belts, hoses, and reinforcement materials for composite body panels.
The defense industry represents another major market for enhanced Kevlar fiber coatings. With the increasing focus on soldier protection and the development of next-generation body armor, there is a growing demand for coatings that can improve Kevlar's ballistic performance, reduce moisture absorption, and extend the lifespan of protective gear. This demand is further amplified by the need for multi-threat protection against not only projectiles but also chemical and biological agents.
In the field of personal protective equipment (PPE), the market for improved Kevlar coatings has seen substantial growth, particularly in the wake of global health crises and increased awareness of workplace safety. Industries such as healthcare, manufacturing, and construction are seeking Kevlar-based materials with enhanced antimicrobial properties, chemical resistance, and durability. This trend is expected to continue as safety regulations become more stringent and employers prioritize worker protection.
The sports and outdoor recreation sector has also emerged as a promising market for advanced Kevlar fiber coatings. Manufacturers of high-performance sporting goods, such as climbing ropes, kayaks, and protective gear for extreme sports, are increasingly incorporating coated Kevlar fibers to improve product durability, weather resistance, and overall performance.
Market analysis indicates that the global demand for coated Kevlar fibers is projected to grow significantly in the coming years. This growth is attributed to the expanding applications in emerging technologies, such as renewable energy (wind turbine blades), advanced robotics, and smart textiles. Additionally, the increasing focus on sustainability has created a demand for coatings that can extend the lifespan of Kevlar-based products, reducing waste and improving the material's overall environmental footprint.
Current Challenges
Despite the remarkable properties of Kevlar fibers, several challenges persist in the field of coating these fibers for enhanced utility. One of the primary obstacles is achieving uniform and consistent coating thickness across the entire surface of the fibers. The irregular surface topology and high aspect ratio of Kevlar fibers make it difficult to apply coatings evenly, often resulting in areas of over-coating or under-coating. This inconsistency can lead to compromised performance and reduced overall effectiveness of the coated fibers.
Another significant challenge lies in maintaining the inherent mechanical properties of Kevlar fibers during the coating process. Many coating techniques involve high temperatures or harsh chemical treatments that can potentially degrade the fiber's strength and flexibility. Striking a balance between effective coating adhesion and preserving the fiber's original characteristics remains a complex task for researchers and manufacturers alike.
Adhesion between the coating material and the Kevlar fiber surface presents yet another hurdle. The chemical inertness of Kevlar fibers often results in poor interfacial bonding with coating materials. This weak adhesion can lead to coating delamination or peeling under stress, significantly reducing the longevity and effectiveness of the coated fibers in various applications.
The selection of appropriate coating materials that complement Kevlar's properties while enhancing its functionality is also a critical challenge. Coatings must not only adhere well to the fiber surface but also provide the desired properties such as improved chemical resistance, flame retardancy, or electrical conductivity without compromising the fiber's inherent strengths.
Environmental concerns and regulatory compliance add another layer of complexity to the coating process. Many traditional coating methods rely on volatile organic compounds (VOCs) or other environmentally harmful substances. Developing eco-friendly coating techniques that meet stringent environmental regulations while maintaining coating performance is an ongoing challenge in the industry.
Scalability and cost-effectiveness of coating processes pose significant obstacles for widespread industrial adoption. Many advanced coating techniques that show promise in laboratory settings face difficulties in scaling up to meet commercial production demands. Balancing the cost of materials, equipment, and processes with the enhanced value of coated Kevlar fibers remains a key consideration for manufacturers.
Lastly, the development of multifunctional coatings that can impart multiple enhanced properties simultaneously is an area of active research and development. Creating coatings that can, for instance, improve both the fire resistance and electrical conductivity of Kevlar fibers without compromising their mechanical properties represents a complex challenge at the intersection of materials science and engineering.
Another significant challenge lies in maintaining the inherent mechanical properties of Kevlar fibers during the coating process. Many coating techniques involve high temperatures or harsh chemical treatments that can potentially degrade the fiber's strength and flexibility. Striking a balance between effective coating adhesion and preserving the fiber's original characteristics remains a complex task for researchers and manufacturers alike.
Adhesion between the coating material and the Kevlar fiber surface presents yet another hurdle. The chemical inertness of Kevlar fibers often results in poor interfacial bonding with coating materials. This weak adhesion can lead to coating delamination or peeling under stress, significantly reducing the longevity and effectiveness of the coated fibers in various applications.
The selection of appropriate coating materials that complement Kevlar's properties while enhancing its functionality is also a critical challenge. Coatings must not only adhere well to the fiber surface but also provide the desired properties such as improved chemical resistance, flame retardancy, or electrical conductivity without compromising the fiber's inherent strengths.
Environmental concerns and regulatory compliance add another layer of complexity to the coating process. Many traditional coating methods rely on volatile organic compounds (VOCs) or other environmentally harmful substances. Developing eco-friendly coating techniques that meet stringent environmental regulations while maintaining coating performance is an ongoing challenge in the industry.
Scalability and cost-effectiveness of coating processes pose significant obstacles for widespread industrial adoption. Many advanced coating techniques that show promise in laboratory settings face difficulties in scaling up to meet commercial production demands. Balancing the cost of materials, equipment, and processes with the enhanced value of coated Kevlar fibers remains a key consideration for manufacturers.
Lastly, the development of multifunctional coatings that can impart multiple enhanced properties simultaneously is an area of active research and development. Creating coatings that can, for instance, improve both the fire resistance and electrical conductivity of Kevlar fibers without compromising their mechanical properties represents a complex challenge at the intersection of materials science and engineering.
Existing Coating Methods
01 Protective clothing and equipment
Kevlar fibers are extensively used in manufacturing protective clothing and equipment due to their high strength and heat resistance. This includes bulletproof vests, helmets, gloves, and other personal protective gear for military, law enforcement, and industrial applications. The fibers provide excellent protection against impacts, cuts, and abrasions while remaining lightweight and flexible.- Protective clothing and equipment: Kevlar fibers are widely used in protective clothing and equipment due to their high strength and heat resistance. They are incorporated into bulletproof vests, helmets, and other protective gear for military, law enforcement, and industrial applications. The fibers provide excellent protection against impacts, cuts, and abrasions while maintaining flexibility and comfort.
- Aerospace and automotive applications: Kevlar fibers find extensive use in aerospace and automotive industries. They are utilized in the manufacturing of lightweight, high-strength components for aircraft, spacecraft, and vehicles. The fibers contribute to improved fuel efficiency, enhanced performance, and increased safety in these applications.
- Reinforcement in composite materials: Kevlar fibers serve as excellent reinforcement materials in various composite structures. They are incorporated into polymer matrices to create high-performance composites with enhanced mechanical properties, including tensile strength, impact resistance, and dimensional stability. These composites find applications in sporting goods, marine equipment, and industrial machinery.
- Optical fiber and cable applications: Kevlar fibers are utilized in the production of optical fibers and cables. They provide strength and protection to the delicate glass fibers, enhancing their durability and performance in telecommunications and data transmission applications. The fibers also contribute to the overall flexibility and ease of installation of optical cables.
- Tire reinforcement: Kevlar fibers are employed in tire reinforcement applications. They are incorporated into the tire structure to improve strength, durability, and heat resistance. The use of Kevlar fibers in tires contributes to enhanced performance, reduced rolling resistance, and improved fuel efficiency in vehicles.
02 Aerospace and automotive applications
Kevlar fibers find significant utility in aerospace and automotive industries. They are used in the production of lightweight, high-strength components for aircraft, spacecraft, and vehicles. These applications include reinforcing materials for composite structures, tire reinforcement, and impact-resistant parts, contributing to improved fuel efficiency and safety.Expand Specific Solutions03 Fiber optic cable reinforcement
Kevlar fibers are utilized as strength members in fiber optic cables. Their high tensile strength and low weight make them ideal for protecting and reinforcing optical fibers, enhancing the cable's overall durability and performance in various environments, including underwater and aerial installations.Expand Specific Solutions04 Sports equipment and consumer goods
The unique properties of Kevlar fibers make them valuable in the production of sports equipment and consumer goods. They are used in manufacturing high-performance products such as tennis rackets, bicycle frames, kayaks, and outdoor gear. The fibers provide strength, durability, and lightweight characteristics, enhancing product performance and user experience.Expand Specific Solutions05 Industrial applications and machinery
Kevlar fibers have diverse industrial applications, including conveyor belts, hoses, and mechanical components. They are used in the manufacturing of high-strength ropes, cables, and textiles for various industrial processes. The fibers' resistance to chemicals, high temperatures, and wear make them suitable for demanding industrial environments and machinery.Expand Specific Solutions
Key Industry Players
The competitive landscape for best practices in coating Kevlar fibers for enhanced utility is characterized by a mix of academic institutions and industrial players, reflecting the technology's early-to-mid stage of development. The market size is growing, driven by increasing demand for high-performance materials in various sectors. Key players include universities like Beijing Institute of Technology and Harbin Institute of Technology, which are likely focusing on fundamental research, while companies such as Honeywell International Technologies and Covestro Deutschland AG are probably more involved in applied research and commercialization. The technology's maturity is advancing, with a blend of established firms and newer entrants indicating ongoing innovation and market potential.
Honeywell International Technologies Ltd.
Technical Solution: Honeywell International Technologies Ltd. has pioneered an advanced coating technology for Kevlar fibers that focuses on enhancing their ballistic performance and durability. Their approach utilizes a multi-layer coating system that combines organic and inorganic components to create a synergistic effect[1]. The first layer consists of a nano-silica based coating that improves the fiber's resistance to abrasion and moisture, while the second layer incorporates high-performance polymers that enhance energy absorption during impact[3]. Honeywell has also developed a proprietary cross-linking agent that forms covalent bonds between the coating and the Kevlar fiber surface, ensuring long-term durability and performance retention[5]. Additionally, the company has implemented a controlled atmosphere coating process that minimizes oxidation and degradation of the fibers during treatment, resulting in superior fiber strength retention[7].
Strengths: Enhanced ballistic performance, improved durability, and moisture resistance. Weaknesses: Potentially higher production costs and specialized equipment requirements.
Northrop Grumman Systems Corp.
Technical Solution: Northrop Grumman Systems Corp. has developed a cutting-edge coating technology for Kevlar fibers that focuses on enhancing their stealth and electromagnetic interference (EMI) shielding properties. Their approach involves a multi-layer coating system that combines conductive and absorptive materials[1]. The first layer consists of a nano-scale conductive coating, typically based on carbon nanotubes or metallic nanoparticles, which provides excellent electrical conductivity and EMI shielding[3]. The second layer incorporates radar-absorbing materials (RAM) that effectively attenuate incoming electromagnetic waves across a wide frequency range[5]. Northrop Grumman has also developed a proprietary surface modification technique that creates a micro-textured surface on the Kevlar fibers, further enhancing their radar-absorbing capabilities[7]. Additionally, the company has implemented a precision-controlled vapor deposition process that ensures uniform coating thickness and optimal performance consistency across large surface areas[9].
Strengths: Enhanced stealth capabilities, improved EMI shielding, and precision coating control. Weaknesses: Potential increase in fiber weight and reduced flexibility due to multiple coating layers.
Innovative Coating Tech
Coating method for bulletproof Kevlar fiber
PatentActiveKR1020170052114A
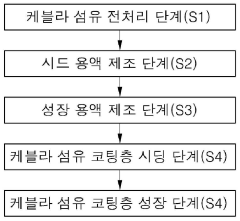
Innovation
- A coating method for Kevlar fibers involving pretreatment, seed solution preparation, coating layer seeding, and growth solution application to form a zinc oxide layer, utilizing zinc acetate dihydrate, sodium hydroxide, ethanol, zinc nitrate hexahydrate, and hexamethylenetetramine (HMTA) solutions to create a ZnO nanorod coating.
Method for preparing and treating cloths of carbon, kevlar and carbon-kevlar fibres with a view to forming composite polymeric boards
PatentUndeterminedRO126293A2
Innovation
- A method involving fabric preparation steps like stretching, washing with surfactant and sodium hydroxide solutions, followed by treatment with polybutadiene nitrile rubber and epoxy resin precursors, all enhanced with aluminosilicate and amorphous carbon, to achieve improved compatibility and adhesion.
Environmental Impact
The environmental impact of coating Kevlar fibers is a critical consideration in the development and application of enhanced utility materials. The coating process itself can have significant environmental implications, primarily due to the chemicals and solvents used in the production of coatings and their application to Kevlar fibers. Many traditional coating methods involve the use of volatile organic compounds (VOCs) and other potentially harmful substances that can contribute to air and water pollution if not properly managed.
To address these concerns, recent advancements in coating technologies have focused on developing more environmentally friendly alternatives. Water-based coatings and solvent-free systems have gained traction as they significantly reduce the emission of VOCs and other hazardous air pollutants. Additionally, the use of bio-based and renewable materials in coating formulations has emerged as a promising approach to minimize the environmental footprint of the coating process.
The durability and longevity of coated Kevlar fibers also play a crucial role in their overall environmental impact. High-performance coatings that extend the lifespan of Kevlar products can reduce the need for frequent replacements, thereby decreasing waste generation and resource consumption in the long term. Moreover, the improved resistance to degradation offered by advanced coatings can prevent the release of microfibers into the environment, a growing concern associated with synthetic materials.
End-of-life considerations for coated Kevlar fibers present both challenges and opportunities from an environmental perspective. While the high durability of Kevlar can lead to prolonged use, it also makes recycling more difficult. However, innovative recycling technologies are being developed to separate coatings from Kevlar fibers, enabling the recovery and reuse of both components. This approach aligns with circular economy principles and can significantly reduce the environmental impact of Kevlar-based products.
The energy consumption associated with the coating process is another important environmental factor. Best practices in this area include the optimization of coating application techniques to minimize energy use, as well as the integration of renewable energy sources in manufacturing facilities. Some companies are exploring the use of UV-curable coatings, which can significantly reduce energy requirements compared to traditional heat-curing methods.
Lastly, the potential for coated Kevlar fibers to contribute to environmental protection should not be overlooked. Enhanced Kevlar materials find applications in various environmental technologies, such as advanced filtration systems for air and water purification, and reinforced structures for disaster-resistant buildings. By enabling these applications, coated Kevlar fibers can indirectly contribute to environmental conservation efforts and climate change mitigation strategies.
To address these concerns, recent advancements in coating technologies have focused on developing more environmentally friendly alternatives. Water-based coatings and solvent-free systems have gained traction as they significantly reduce the emission of VOCs and other hazardous air pollutants. Additionally, the use of bio-based and renewable materials in coating formulations has emerged as a promising approach to minimize the environmental footprint of the coating process.
The durability and longevity of coated Kevlar fibers also play a crucial role in their overall environmental impact. High-performance coatings that extend the lifespan of Kevlar products can reduce the need for frequent replacements, thereby decreasing waste generation and resource consumption in the long term. Moreover, the improved resistance to degradation offered by advanced coatings can prevent the release of microfibers into the environment, a growing concern associated with synthetic materials.
End-of-life considerations for coated Kevlar fibers present both challenges and opportunities from an environmental perspective. While the high durability of Kevlar can lead to prolonged use, it also makes recycling more difficult. However, innovative recycling technologies are being developed to separate coatings from Kevlar fibers, enabling the recovery and reuse of both components. This approach aligns with circular economy principles and can significantly reduce the environmental impact of Kevlar-based products.
The energy consumption associated with the coating process is another important environmental factor. Best practices in this area include the optimization of coating application techniques to minimize energy use, as well as the integration of renewable energy sources in manufacturing facilities. Some companies are exploring the use of UV-curable coatings, which can significantly reduce energy requirements compared to traditional heat-curing methods.
Lastly, the potential for coated Kevlar fibers to contribute to environmental protection should not be overlooked. Enhanced Kevlar materials find applications in various environmental technologies, such as advanced filtration systems for air and water purification, and reinforced structures for disaster-resistant buildings. By enabling these applications, coated Kevlar fibers can indirectly contribute to environmental conservation efforts and climate change mitigation strategies.
Performance Testing
Performance testing is a critical aspect of evaluating the effectiveness of coating methods for Kevlar fibers. The primary objective of these tests is to assess the enhanced utility of the coated fibers across various performance parameters. Standardized testing protocols are essential to ensure consistency and reliability in results across different coating techniques and applications.
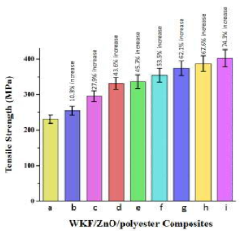
One of the key performance metrics for coated Kevlar fibers is tensile strength. This is typically measured using a universal testing machine, where the fiber is subjected to increasing longitudinal stress until failure. The test provides data on the maximum load the fiber can withstand, as well as its elongation characteristics. Comparisons between coated and uncoated fibers can reveal the impact of the coating on the fiber's mechanical properties.
Abrasion resistance is another crucial parameter, particularly for applications where the fibers are subjected to repeated friction or wear. Abrasion testing often involves cycling the fibers against a standardized abrasive surface for a predetermined number of cycles or until failure. The weight loss or change in tensile strength after abrasion can be used as indicators of the coating's protective capabilities.
Chemical resistance tests are conducted to evaluate the coating's ability to protect the Kevlar fibers from degradation in various chemical environments. These tests typically involve exposing the coated fibers to specific chemicals for set periods and then assessing changes in mechanical properties or surface characteristics.
Thermal stability is assessed through thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). These techniques provide insights into how the coating affects the fiber's behavior under different temperature conditions, which is crucial for applications in extreme environments.
Adhesion testing is vital to ensure the durability of the coating. Methods such as the tape test or cross-cut test can be employed to evaluate the coating's bonding strength to the Kevlar substrate. For more quantitative results, pull-off adhesion tests may be utilized.
Environmental testing, including exposure to UV radiation, moisture, and temperature cycling, helps predict the long-term performance of coated fibers in real-world conditions. These tests often follow standardized protocols such as those outlined by ASTM or ISO.
Microscopic analysis, including scanning electron microscopy (SEM) and atomic force microscopy (AFM), is used to examine the coating's surface morphology and uniformity. These techniques can reveal defects or inconsistencies in the coating that may affect performance.
Finally, application-specific tests are often developed to simulate the exact conditions the coated fibers will encounter in their intended use. These may include fatigue testing, impact resistance, or specialized wear tests that mimic the specific stresses and environments of the end application.
One of the key performance metrics for coated Kevlar fibers is tensile strength. This is typically measured using a universal testing machine, where the fiber is subjected to increasing longitudinal stress until failure. The test provides data on the maximum load the fiber can withstand, as well as its elongation characteristics. Comparisons between coated and uncoated fibers can reveal the impact of the coating on the fiber's mechanical properties.
Abrasion resistance is another crucial parameter, particularly for applications where the fibers are subjected to repeated friction or wear. Abrasion testing often involves cycling the fibers against a standardized abrasive surface for a predetermined number of cycles or until failure. The weight loss or change in tensile strength after abrasion can be used as indicators of the coating's protective capabilities.
Chemical resistance tests are conducted to evaluate the coating's ability to protect the Kevlar fibers from degradation in various chemical environments. These tests typically involve exposing the coated fibers to specific chemicals for set periods and then assessing changes in mechanical properties or surface characteristics.
Thermal stability is assessed through thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). These techniques provide insights into how the coating affects the fiber's behavior under different temperature conditions, which is crucial for applications in extreme environments.
Adhesion testing is vital to ensure the durability of the coating. Methods such as the tape test or cross-cut test can be employed to evaluate the coating's bonding strength to the Kevlar substrate. For more quantitative results, pull-off adhesion tests may be utilized.
Environmental testing, including exposure to UV radiation, moisture, and temperature cycling, helps predict the long-term performance of coated fibers in real-world conditions. These tests often follow standardized protocols such as those outlined by ASTM or ISO.
Microscopic analysis, including scanning electron microscopy (SEM) and atomic force microscopy (AFM), is used to examine the coating's surface morphology and uniformity. These techniques can reveal defects or inconsistencies in the coating that may affect performance.
Finally, application-specific tests are often developed to simulate the exact conditions the coated fibers will encounter in their intended use. These may include fatigue testing, impact resistance, or specialized wear tests that mimic the specific stresses and environments of the end application.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!