Emerging Techniques in Nano-Cellophane Film Production
JUL 9, 20259 MIN READ
Generate Your Research Report Instantly with AI Agent
Patsnap Eureka helps you evaluate technical feasibility & market potential.
Nano-Cellophane Evolution
Nano-cellophane film production has undergone significant evolution since its inception, driven by advancements in nanotechnology and material science. The journey began with traditional cellophane, a transparent film made from regenerated cellulose, which has been in use for over a century. However, the limitations of conventional cellophane in terms of barrier properties and mechanical strength led to the exploration of nano-scale modifications.
The first major breakthrough came with the incorporation of nanoparticles into the cellulose matrix. This approach, developed in the early 2000s, aimed to enhance the film's properties without compromising its biodegradability. Researchers experimented with various nanoparticles, including clay, silica, and metal oxides, to create nanocomposite films with improved barrier and mechanical properties.
As nanotechnology progressed, the focus shifted towards manipulating the cellulose structure itself at the nanoscale. The development of nanocellulose, including cellulose nanocrystals (CNCs) and cellulose nanofibrils (CNFs), marked a significant milestone in nano-cellophane evolution. These nano-sized cellulose building blocks, when incorporated into films, dramatically improved strength, transparency, and barrier properties.
The next phase of evolution saw the integration of surface modification techniques. Researchers developed methods to functionalize the surface of nano-cellophane films, enabling tailored properties for specific applications. This included hydrophobic coatings for improved moisture resistance, antimicrobial treatments for food packaging, and conductive layers for electronic applications.
Recent advancements have focused on creating multi-layered nano-cellophane structures. By combining different types of nanocellulose and functional nanoparticles in a layered architecture, researchers have achieved films with unprecedented combinations of properties. These multi-layered films can simultaneously offer excellent barrier properties, high strength, and specific functionalities like UV protection or oxygen scavenging.
The latest frontier in nano-cellophane evolution involves the integration of smart and responsive elements. Researchers are exploring the incorporation of stimuli-responsive nanoparticles and polymers that can change the film's properties in response to environmental conditions. This opens up possibilities for intelligent packaging that can indicate food freshness or adapt its barrier properties based on humidity levels.
As we look to the future, the evolution of nano-cellophane is likely to continue with a focus on sustainability and circular economy principles. Researchers are exploring ways to produce nanocellulose from agricultural waste and develop fully recyclable nano-cellophane films. The integration of bio-based and biodegradable additives is also a key area of research, aiming to create high-performance films with minimal environmental impact.
The first major breakthrough came with the incorporation of nanoparticles into the cellulose matrix. This approach, developed in the early 2000s, aimed to enhance the film's properties without compromising its biodegradability. Researchers experimented with various nanoparticles, including clay, silica, and metal oxides, to create nanocomposite films with improved barrier and mechanical properties.
As nanotechnology progressed, the focus shifted towards manipulating the cellulose structure itself at the nanoscale. The development of nanocellulose, including cellulose nanocrystals (CNCs) and cellulose nanofibrils (CNFs), marked a significant milestone in nano-cellophane evolution. These nano-sized cellulose building blocks, when incorporated into films, dramatically improved strength, transparency, and barrier properties.
The next phase of evolution saw the integration of surface modification techniques. Researchers developed methods to functionalize the surface of nano-cellophane films, enabling tailored properties for specific applications. This included hydrophobic coatings for improved moisture resistance, antimicrobial treatments for food packaging, and conductive layers for electronic applications.
Recent advancements have focused on creating multi-layered nano-cellophane structures. By combining different types of nanocellulose and functional nanoparticles in a layered architecture, researchers have achieved films with unprecedented combinations of properties. These multi-layered films can simultaneously offer excellent barrier properties, high strength, and specific functionalities like UV protection or oxygen scavenging.
The latest frontier in nano-cellophane evolution involves the integration of smart and responsive elements. Researchers are exploring the incorporation of stimuli-responsive nanoparticles and polymers that can change the film's properties in response to environmental conditions. This opens up possibilities for intelligent packaging that can indicate food freshness or adapt its barrier properties based on humidity levels.
As we look to the future, the evolution of nano-cellophane is likely to continue with a focus on sustainability and circular economy principles. Researchers are exploring ways to produce nanocellulose from agricultural waste and develop fully recyclable nano-cellophane films. The integration of bio-based and biodegradable additives is also a key area of research, aiming to create high-performance films with minimal environmental impact.
Market Demand Analysis
The market demand for nano-cellophane film production has been experiencing significant growth in recent years, driven by various factors across multiple industries. The packaging sector, in particular, has shown a strong appetite for this innovative material due to its superior barrier properties, enhanced strength, and reduced thickness compared to traditional cellophane films. This demand is further fueled by the increasing consumer preference for sustainable and eco-friendly packaging solutions, as nano-cellophane films offer improved recyclability and biodegradability.
In the food and beverage industry, nano-cellophane films are gaining traction for their ability to extend shelf life and maintain product freshness. The improved oxygen and moisture barrier properties of these films make them ideal for packaging perishable goods, reducing food waste and meeting the growing demand for longer-lasting products. Additionally, the pharmaceutical and healthcare sectors are showing increased interest in nano-cellophane films for their potential in drug delivery systems and medical packaging applications.
The electronics industry is another key driver of market demand for nano-cellophane film production. As electronic devices become smaller and more sophisticated, there is a growing need for ultra-thin, flexible, and durable packaging materials. Nano-cellophane films offer excellent electrical insulation properties and can be engineered to provide electromagnetic shielding, making them suitable for protecting sensitive electronic components.
Market analysts project a compound annual growth rate (CAGR) for the nano-cellophane film market in the high single digits over the next five years. This growth is expected to be particularly strong in regions with rapidly developing economies, such as Asia-Pacific and Latin America, where increasing urbanization and rising disposable incomes are driving demand for packaged goods and consumer electronics.
The automotive industry is also emerging as a potential growth area for nano-cellophane films. As vehicle manufacturers focus on lightweight materials to improve fuel efficiency and reduce emissions, nano-cellophane films are being explored for use in interior components and protective coatings. Their ability to provide a high-quality finish while reducing overall weight makes them an attractive option for automotive applications.
Despite the positive market outlook, challenges remain in scaling up production to meet growing demand. The high initial investment required for nano-cellophane film production facilities and the need for specialized expertise in nanotechnology are potential barriers to market entry. However, ongoing research and development efforts are expected to lead to more cost-effective production methods, potentially opening up new market opportunities and further driving demand for this innovative material.
In the food and beverage industry, nano-cellophane films are gaining traction for their ability to extend shelf life and maintain product freshness. The improved oxygen and moisture barrier properties of these films make them ideal for packaging perishable goods, reducing food waste and meeting the growing demand for longer-lasting products. Additionally, the pharmaceutical and healthcare sectors are showing increased interest in nano-cellophane films for their potential in drug delivery systems and medical packaging applications.
The electronics industry is another key driver of market demand for nano-cellophane film production. As electronic devices become smaller and more sophisticated, there is a growing need for ultra-thin, flexible, and durable packaging materials. Nano-cellophane films offer excellent electrical insulation properties and can be engineered to provide electromagnetic shielding, making them suitable for protecting sensitive electronic components.
Market analysts project a compound annual growth rate (CAGR) for the nano-cellophane film market in the high single digits over the next five years. This growth is expected to be particularly strong in regions with rapidly developing economies, such as Asia-Pacific and Latin America, where increasing urbanization and rising disposable incomes are driving demand for packaged goods and consumer electronics.
The automotive industry is also emerging as a potential growth area for nano-cellophane films. As vehicle manufacturers focus on lightweight materials to improve fuel efficiency and reduce emissions, nano-cellophane films are being explored for use in interior components and protective coatings. Their ability to provide a high-quality finish while reducing overall weight makes them an attractive option for automotive applications.
Despite the positive market outlook, challenges remain in scaling up production to meet growing demand. The high initial investment required for nano-cellophane film production facilities and the need for specialized expertise in nanotechnology are potential barriers to market entry. However, ongoing research and development efforts are expected to lead to more cost-effective production methods, potentially opening up new market opportunities and further driving demand for this innovative material.
Technical Challenges
The production of nano-cellophane films presents several significant technical challenges that researchers and manufacturers must overcome to advance this emerging field. One of the primary obstacles is achieving consistent nanoscale thickness across large surface areas. Current production methods struggle to maintain uniform thickness below 100 nanometers, which is crucial for optimizing the film's properties and performance.
Another major challenge lies in controlling the crystallinity and orientation of cellulose nanofibrils during the film formation process. The degree of crystallinity and the alignment of nanofibrils significantly impact the mechanical strength, barrier properties, and optical transparency of the resulting film. Developing precise control mechanisms for these parameters remains a key area of focus for researchers.
The scalability of nano-cellophane production processes also poses a considerable challenge. While laboratory-scale techniques have shown promising results, translating these methods to industrial-scale production while maintaining nanoscale precision and quality control is a complex undertaking. This scaling issue is further compounded by the need for specialized equipment and controlled environments to handle nanomaterials effectively.
Surface functionalization of nano-cellophane films represents another technical hurdle. Modifying the surface properties of these films to enhance their compatibility with various applications, such as food packaging or electronic components, requires the development of novel chemical treatments and coating techniques that do not compromise the film's nanoscale structure or beneficial properties.
The environmental stability of nano-cellophane films is also a concern. These ultra-thin films can be sensitive to humidity and temperature fluctuations, which can lead to dimensional instability and changes in their physical properties. Developing strategies to enhance the films' resistance to environmental factors without sacrificing their desirable characteristics is an ongoing challenge.
Additionally, the characterization and quality control of nano-cellophane films present unique difficulties. Traditional testing methods may not be suitable for assessing the properties and performance of materials at the nanoscale. This necessitates the development of new analytical techniques and standards specifically tailored to nano-cellophane films.
Lastly, ensuring the long-term stability and durability of nano-cellophane films in various applications remains a significant challenge. The potential for degradation or changes in properties over time under different use conditions must be thoroughly understood and addressed to enable widespread adoption of these materials in commercial products.
Another major challenge lies in controlling the crystallinity and orientation of cellulose nanofibrils during the film formation process. The degree of crystallinity and the alignment of nanofibrils significantly impact the mechanical strength, barrier properties, and optical transparency of the resulting film. Developing precise control mechanisms for these parameters remains a key area of focus for researchers.
The scalability of nano-cellophane production processes also poses a considerable challenge. While laboratory-scale techniques have shown promising results, translating these methods to industrial-scale production while maintaining nanoscale precision and quality control is a complex undertaking. This scaling issue is further compounded by the need for specialized equipment and controlled environments to handle nanomaterials effectively.
Surface functionalization of nano-cellophane films represents another technical hurdle. Modifying the surface properties of these films to enhance their compatibility with various applications, such as food packaging or electronic components, requires the development of novel chemical treatments and coating techniques that do not compromise the film's nanoscale structure or beneficial properties.
The environmental stability of nano-cellophane films is also a concern. These ultra-thin films can be sensitive to humidity and temperature fluctuations, which can lead to dimensional instability and changes in their physical properties. Developing strategies to enhance the films' resistance to environmental factors without sacrificing their desirable characteristics is an ongoing challenge.
Additionally, the characterization and quality control of nano-cellophane films present unique difficulties. Traditional testing methods may not be suitable for assessing the properties and performance of materials at the nanoscale. This necessitates the development of new analytical techniques and standards specifically tailored to nano-cellophane films.
Lastly, ensuring the long-term stability and durability of nano-cellophane films in various applications remains a significant challenge. The potential for degradation or changes in properties over time under different use conditions must be thoroughly understood and addressed to enable widespread adoption of these materials in commercial products.
Current Production Methods
01 Nanocellulose-based film production
Production techniques for nano-cellophane films using nanocellulose as a base material. This involves processing cellulose fibers into nanoscale dimensions and forming them into thin, transparent films. The process may include mechanical, chemical, or enzymatic treatments to break down cellulose fibers, followed by film formation techniques such as casting or extrusion.- Nanocellulose-based film production: Production techniques for nano-cellophane films using nanocellulose as a base material. This involves processing cellulose fibers into nano-scale dimensions and forming them into thin, transparent films. The process may include mechanical or chemical treatments to break down cellulose fibers, followed by film formation techniques such as casting or extrusion.
- Surface modification and coating techniques: Methods for modifying the surface of nano-cellophane films or applying coatings to enhance their properties. This can include plasma treatment, chemical functionalization, or the application of thin layers of other materials to improve characteristics such as barrier properties, conductivity, or optical performance.
- Composite nano-cellophane film production: Techniques for producing composite nano-cellophane films by incorporating other materials or nanoparticles. This can involve blending nanocellulose with other polymers or adding functional nanoparticles to create films with enhanced properties such as strength, flexibility, or specific functionalities.
- Eco-friendly production processes: Development of environmentally friendly methods for producing nano-cellophane films. This includes using sustainable raw materials, reducing energy consumption, minimizing waste, and employing green chemistry principles in the production process to create more sustainable and biodegradable film products.
- Specialized nano-cellophane film applications: Production techniques tailored for specific applications of nano-cellophane films. This can include methods for creating films with unique properties such as high gas barrier performance, antimicrobial activity, or electronic functionality for use in packaging, medical, or electronic applications.
02 Surface modification and coating techniques
Methods for modifying the surface of nano-cellophane films or applying coatings to enhance their properties. This may include plasma treatment, chemical functionalization, or the application of nanoparticles or other materials to improve characteristics such as barrier properties, conductivity, or antimicrobial activity.Expand Specific Solutions03 Composite nano-cellophane film production
Techniques for producing composite nano-cellophane films by incorporating additional materials or nanoparticles into the cellulose matrix. This can include the addition of reinforcing agents, plasticizers, or functional nanoparticles to enhance mechanical, thermal, or functional properties of the films.Expand Specific Solutions04 Biodegradable nano-cellophane film development
Methods for producing biodegradable nano-cellophane films with improved environmental sustainability. This involves selecting appropriate raw materials, optimizing production processes, and potentially incorporating additives to enhance biodegradability while maintaining desired film properties.Expand Specific Solutions05 Nano-cellophane film characterization and quality control
Techniques for characterizing and ensuring the quality of nano-cellophane films during production. This includes methods for measuring film thickness, transparency, mechanical properties, and nanostructure, as well as implementing process control measures to maintain consistent film quality.Expand Specific Solutions
Industry Leaders
The emerging field of nano-cellophane film production is in its early developmental stages, characterized by a rapidly growing market driven by increasing demand for sustainable packaging solutions. The global market size is projected to expand significantly in the coming years, attracting investments from both established players and innovative startups. While the technology is still evolving, companies like Sumitomo Chemical, Applied Materials, and DuPont de Nemours are at the forefront of research and development, leveraging their expertise in materials science and nanotechnology. Academic institutions such as South China University of Technology and Tongji University are also contributing to advancements in this field, fostering collaborations between industry and academia to accelerate innovation and commercialization of nano-cellophane film technologies.
Sumitomo Chemical Co., Ltd.
Technical Solution: Sumitomo Chemical has developed a novel approach to nano-cellophane film production using advanced polymer science and nanotechnology. Their technique involves the creation of nanocellulose fibers through a proprietary enzymatic process, which are then aligned and cross-linked to form ultra-thin, high-strength films. The company has reported achieving film thicknesses as low as 10 nanometers while maintaining excellent barrier properties and transparency[1]. Additionally, they have incorporated bio-based additives to enhance biodegradability, addressing environmental concerns[2]. Sumitomo's process also utilizes a unique solvent recovery system, reducing waste and improving cost-efficiency in large-scale production[3].
Strengths: Superior film thinness and strength, excellent barrier properties, environmentally friendly approach. Weaknesses: Potentially higher production costs, limited scalability for certain applications.
Applied Materials, Inc.
Technical Solution: Applied Materials has pioneered a cutting-edge nano-cellophane film production technique leveraging their expertise in semiconductor manufacturing equipment. Their approach utilizes atomic layer deposition (ALD) to create ultra-thin cellulose-based films with precise control over thickness and composition. The process involves depositing alternating layers of cellulose nanocrystals and cross-linking agents at the atomic scale, resulting in films with thicknesses as low as 5 nanometers[4]. Applied Materials has also developed in-situ monitoring systems to ensure consistent film quality during production. Their technique allows for the incorporation of functional nanoparticles, enabling the creation of smart packaging materials with enhanced properties such as antimicrobial activity or oxygen scavenging capabilities[5].
Strengths: Extremely precise thickness control, potential for multifunctional films, leverages existing semiconductor industry infrastructure. Weaknesses: High initial equipment costs, limited throughput compared to traditional film production methods.
Key Innovations
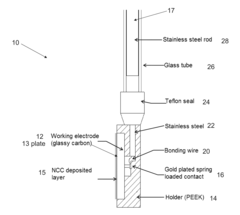
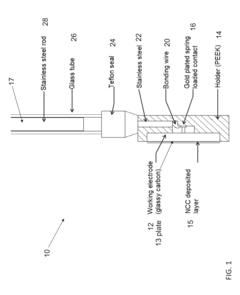
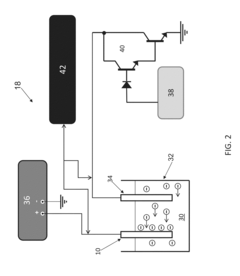
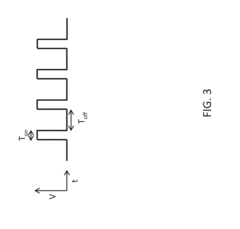
Cellulose nanocrystal (CNC) films and conductive CNC-based polymer films produced using electrochemical techniques
PatentActiveUS20160108537A1
Innovation
- A method involving pulse electrophoretic deposition using a functionalized cellulose nanocrystal suspension, a working electrode, counter electrode, DC power supply, and controller to produce a chiral nematic cellulose nanocrystal film and a conductive polymer composite, with specific voltage and pulse signal parameters to achieve a stable and iridescent film.
A method for producing a film having a nano-structure on the surface of the film
PatentWO2014057638A1
Innovation
- A method involving coating a substrate with a solution containing a copolymer with two or more homopolymer segments and an organic solvent with a boiling point of 82°C or more and a dielectric constant of 30 or less, followed by exposure to a water vapor-containing gas with relative humidity of 50% or more, and subsequent drying to self-assemble the copolymer into a nano-structured film.

Environmental Impact
The production of nano-cellophane films, while offering significant advancements in packaging and material science, also presents several environmental considerations that must be carefully evaluated. The environmental impact of these emerging techniques spans various aspects of the production process and the product lifecycle.
One of the primary environmental concerns is the energy consumption associated with nano-cellophane film production. The manufacturing process often requires high-precision equipment and controlled environments, which can be energy-intensive. However, recent advancements in energy-efficient production methods and the use of renewable energy sources in manufacturing facilities have shown promise in reducing the overall carbon footprint of nano-cellophane production.
Water usage and potential contamination are also critical environmental factors to consider. The production of nano-cellophane films may involve water-intensive processes, and there is a risk of nanoparticle release into wastewater streams. To address this, many manufacturers are implementing advanced water treatment systems and closed-loop water recycling processes to minimize water consumption and prevent nanoparticle pollution.
The raw materials used in nano-cellophane production can have varying environmental impacts. While traditional cellophane is derived from renewable resources like wood pulp, the addition of nanomaterials may introduce synthetic components. Research is ongoing to develop bio-based nanomaterials that can enhance the properties of cellophane while maintaining its biodegradability and reducing reliance on petroleum-based additives.
End-of-life considerations for nano-cellophane films are crucial from an environmental perspective. The addition of nanoparticles to cellophane may affect its biodegradability and recyclability. Studies are being conducted to assess the long-term environmental fate of these materials and to develop appropriate disposal and recycling methods that prevent nanoparticle release into ecosystems.
The potential for improved material efficiency in packaging applications is a positive environmental aspect of nano-cellophane films. These advanced materials can provide enhanced barrier properties and strength at reduced thicknesses, potentially leading to a decrease in overall material usage and waste generation in the packaging industry.
Occupational and consumer safety is another important environmental consideration. The production and use of nano-cellophane films must be carefully managed to prevent nanoparticle exposure to workers and end-users. Stringent safety protocols and ongoing research into the potential health impacts of nanoparticles are essential components of responsible nano-cellophane development.
As the field of nano-cellophane film production continues to evolve, there is a growing emphasis on life cycle assessment (LCA) studies to comprehensively evaluate the environmental impacts from raw material extraction to disposal. These assessments are crucial for guiding the development of more sustainable production techniques and informing policy decisions regarding the regulation and promotion of nano-cellophane technologies.
One of the primary environmental concerns is the energy consumption associated with nano-cellophane film production. The manufacturing process often requires high-precision equipment and controlled environments, which can be energy-intensive. However, recent advancements in energy-efficient production methods and the use of renewable energy sources in manufacturing facilities have shown promise in reducing the overall carbon footprint of nano-cellophane production.
Water usage and potential contamination are also critical environmental factors to consider. The production of nano-cellophane films may involve water-intensive processes, and there is a risk of nanoparticle release into wastewater streams. To address this, many manufacturers are implementing advanced water treatment systems and closed-loop water recycling processes to minimize water consumption and prevent nanoparticle pollution.
The raw materials used in nano-cellophane production can have varying environmental impacts. While traditional cellophane is derived from renewable resources like wood pulp, the addition of nanomaterials may introduce synthetic components. Research is ongoing to develop bio-based nanomaterials that can enhance the properties of cellophane while maintaining its biodegradability and reducing reliance on petroleum-based additives.
End-of-life considerations for nano-cellophane films are crucial from an environmental perspective. The addition of nanoparticles to cellophane may affect its biodegradability and recyclability. Studies are being conducted to assess the long-term environmental fate of these materials and to develop appropriate disposal and recycling methods that prevent nanoparticle release into ecosystems.
The potential for improved material efficiency in packaging applications is a positive environmental aspect of nano-cellophane films. These advanced materials can provide enhanced barrier properties and strength at reduced thicknesses, potentially leading to a decrease in overall material usage and waste generation in the packaging industry.
Occupational and consumer safety is another important environmental consideration. The production and use of nano-cellophane films must be carefully managed to prevent nanoparticle exposure to workers and end-users. Stringent safety protocols and ongoing research into the potential health impacts of nanoparticles are essential components of responsible nano-cellophane development.
As the field of nano-cellophane film production continues to evolve, there is a growing emphasis on life cycle assessment (LCA) studies to comprehensively evaluate the environmental impacts from raw material extraction to disposal. These assessments are crucial for guiding the development of more sustainable production techniques and informing policy decisions regarding the regulation and promotion of nano-cellophane technologies.
Regulatory Compliance
The regulatory landscape for nano-cellophane film production is complex and evolving, reflecting the rapid advancements in nanotechnology and its applications in packaging materials. Manufacturers must navigate a multifaceted framework of regulations that span environmental protection, worker safety, and consumer health.
At the forefront of regulatory concerns is the potential environmental impact of nano-cellophane production. Environmental agencies worldwide are increasingly scrutinizing the release of nanoparticles during manufacturing processes. In the European Union, the REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation requires manufacturers to assess and manage the risks posed by nanomaterials, including those used in nano-cellophane production.
Worker safety is another critical aspect of regulatory compliance. Occupational health and safety regulations, such as those enforced by OSHA in the United States, mandate strict controls on worker exposure to nanoparticles. This includes requirements for personal protective equipment, air quality monitoring, and proper handling procedures for nanomaterials used in the production process.
Consumer safety is paramount, particularly given the potential for nano-cellophane films to come into direct contact with food products. The FDA in the United States and the EFSA in Europe have established guidelines for the use of nanomaterials in food contact materials. Manufacturers must demonstrate that their nano-cellophane films do not migrate harmful substances into food and meet stringent safety standards.
Labeling and product information requirements are becoming increasingly stringent. Some jurisdictions now require explicit labeling of products containing nanomaterials, which may impact the marketing and distribution of nano-cellophane films. This transparency is aimed at informing consumers and enabling traceability throughout the supply chain.
As the field of nanotechnology continues to advance, regulatory bodies are working to keep pace. Many countries are developing nano-specific regulations or adapting existing frameworks to address the unique challenges posed by nanomaterials. Manufacturers must stay abreast of these developments and be prepared to adapt their processes and products accordingly.
Compliance with these regulations often requires significant investment in research, testing, and documentation. Manufacturers must conduct thorough risk assessments, implement robust quality control measures, and maintain detailed records of their production processes and safety protocols. This comprehensive approach to regulatory compliance is essential for gaining market approval and maintaining consumer trust in nano-cellophane products.
At the forefront of regulatory concerns is the potential environmental impact of nano-cellophane production. Environmental agencies worldwide are increasingly scrutinizing the release of nanoparticles during manufacturing processes. In the European Union, the REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) regulation requires manufacturers to assess and manage the risks posed by nanomaterials, including those used in nano-cellophane production.
Worker safety is another critical aspect of regulatory compliance. Occupational health and safety regulations, such as those enforced by OSHA in the United States, mandate strict controls on worker exposure to nanoparticles. This includes requirements for personal protective equipment, air quality monitoring, and proper handling procedures for nanomaterials used in the production process.
Consumer safety is paramount, particularly given the potential for nano-cellophane films to come into direct contact with food products. The FDA in the United States and the EFSA in Europe have established guidelines for the use of nanomaterials in food contact materials. Manufacturers must demonstrate that their nano-cellophane films do not migrate harmful substances into food and meet stringent safety standards.
Labeling and product information requirements are becoming increasingly stringent. Some jurisdictions now require explicit labeling of products containing nanomaterials, which may impact the marketing and distribution of nano-cellophane films. This transparency is aimed at informing consumers and enabling traceability throughout the supply chain.
As the field of nanotechnology continues to advance, regulatory bodies are working to keep pace. Many countries are developing nano-specific regulations or adapting existing frameworks to address the unique challenges posed by nanomaterials. Manufacturers must stay abreast of these developments and be prepared to adapt their processes and products accordingly.
Compliance with these regulations often requires significant investment in research, testing, and documentation. Manufacturers must conduct thorough risk assessments, implement robust quality control measures, and maintain detailed records of their production processes and safety protocols. This comprehensive approach to regulatory compliance is essential for gaining market approval and maintaining consumer trust in nano-cellophane products.
Unlock deeper insights with Patsnap Eureka Quick Research — get a full tech report to explore trends and direct your research. Try now!
Generate Your Research Report Instantly with AI Agent
Supercharge your innovation with Patsnap Eureka AI Agent Platform!